

Обеспечение безопасной эксплуатации технически очень сложного и потенциально опасного оборудования является одной из важнейших задач, стоящих перед персоналом любой атомной станции. На значительном большинстве российских АЭС маршруты обхода, маршрутные карты и графики составляются и ведутся преимущественно вручную в бумажном виде, из-за чего обусловленные человеческим фактором риски возникновения ошибок оказываются довольно высокими. Для их снижения на Балаковской атомной станции руководством филиала концерна “Росэнергоатом” было принято решение о внедрении системы автоматизации процесса планирования и выполнения контрольных обходов оборудования, главное назначение которых — своевременное выявление проблем безопасности на контролируемых объектах через их непосредственный визуальный осмотр и инструментальную оценку состояния оборудования специально подготовленными сотрудниками. По результатам тендера контракт был поручен специалистам компании “Инлайн Груп Центр”, которые должны были разработать целостную информационную систему учета и мониторинга контрольных обходов технологического оборудования.
Необходимость внедрения
“Основная задача, поставленная перед нами руководством, — вспоминает Анатолий Муравьев, начальник отдела информационных систем Балаковской атомной станции, — состояла в снижении возможных рисков при совершении контрольных обходов оборудования. Ведь каждый маршрут — это жестко определенная последовательность помещений и технологических объектов, состояние которых должен осмотреть оперативный персонал. При этом каждый маршрут предполагает осмотр множества видов технологического оборудования, оценку его состояния и состояния того помещения, где оно находится (температура в помещении, перепад давления, частота генератора и т. п.). Например, ежедневный обход машиниста-обходчика турбинного отделения включает в себя порядка 200 объектов, по которым нужно отражать множество параметров их работы. Для ускорения процесса и снижения числа ошибок мы должны были исключить необходимость в бумажных инструкциях и внесении записей от руки. Запомнить все нереально, а если автоматизированная система сама подсказывает сотруднику какой параметр необходимо проконтролировать, его работа намного упрощается и ускоряется.
Вместе с тем для обеспечения безопасной эксплуатации технически очень сложного и потенциально опасного оборудования недостаточно автоматизировать сбор информации о параметрах его состояния и работы и хранить данную информацию в электронном виде. Очень важно с максимальной степенью достоверности гарантировать, что процедуры контроля действительно были проведены. Таким образом, необходимо было найти способ исключения всех возможностей фальсификации результатов осмотра.
На этапе постановки задачи у нас было несколько вариантов построения системы. Первое предложение состояло в использовании неработающих часов, которые находятся в каждой контрольной точке маршрута. При посещении такой точки обходчик должен выставить на часах время своего прибытия (регистрации параметров объектов, отнесенных к данной точке маршрута). Ну а по выставленному на протяжении всего маршрута времени контролирующий персонал получал бы представление о продвижении обходчиков по маршруту. Несмотря на дешевизну, данный способ оказался несостоятельным, так как в полной мере не исключал человеческого фактора, а также не предоставлял достаточной информации о факте осмотра. Кроме того, при использовании этого способа были возможны коллизии в случае пересечения нескольких маршрутов в одной или нескольких контрольных точках. В итоге мы от него отказались.
Второе предложение предполагало “фрагментарную автоматизацию”, т. е. создание только специального электронного бланка осмотра оборудования, но без консолидации результатов осмотра в единой базе данных. Но от этого проекта мы тоже отказались — если нет статистических данных, поступающих в режиме реального времени, то нет и никакого контроля за действиями персонала.
В итоге после проведения дополнительных исследований, было избрано третье, более функциональное решение, которое “закрывало” обе задачи. В каждой контрольной точке маршрута (на контролируемом объекте) была размещена радиочастотная (RFID) метка или наклейка со штрихкодом. Чтобы прочитать штрихкод или сканировать RFID-метку, сотрудник, совершающий обход, должен приблизиться к ней на достаточно близкое расстояние. В момент считывания встроенным в терминал сбора данных (ТСД) сканером метки или штрихкода регистрируется соответствующая информация (время считывания, код RFID-метки или штрихкод). По окончании обхода информация о результатах осмотра технологических объектов переносится из ТСД в базу данных системы. Собранные сведения агрегируются и представляются в виде набора аналитических отчетов, используемых главными инженерами и начальниками цехов для оценки результатов выполнения обходов и принятия решения о необходимости проведения профилактических мероприятий или принятия мер по обеспечению безопасности».
Вдобавок было осуществлено централизованное хранение всей информации, включая маршруты и графики обходов, каталог объектов учета, контролируемые параметры и их допустимые свойства, а также результатов обходов в единой базе данных системы “Мониторинг состояния технологических объектов” (МСТО)”.
Чем плотнее на маршруте размещены метки, тем большую степень контроля можно обеспечить. По информации Сергея Крысанова, директора департамента прикладных бизнес-решений компании “Инлайн Груп Центр”, для маркировки оборудования, размещенного на маршруте обхода, был выбран гибридный подход, сочетающий радиоидентификацию и штрихкодирование, для обеспечения большей гибкости при принятии решений о размещении контрольных точек. В пользу штрихкодов говорит то, что они гораздо дешевле, а потому их можно расклеивать в большем количестве (идентифицируя буквально каждый объект, подлежащий контролю) без особых затрат. С другой стороны, RFID-метки в защищенном корпусе более долговечны.
Топология системы
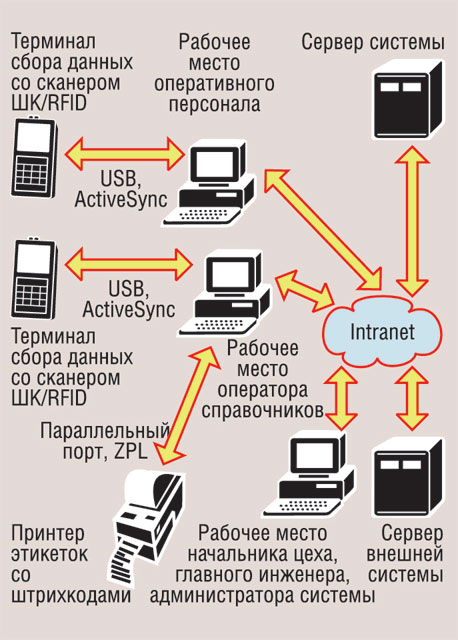
Основная программная часть информационной системы МСТО представляет собой Web-приложение, пользовательский интерфейс которого реализован через стандартный браузер, а серверная часть представлена базой данных под управлением СУБД Oracle 10g. В качестве программной основы при создании системы была использована платформа построения корпоративных информационных систем “Оберон”, являющаяся собственностью компании “Инлайн Груп”.
“Такое решение было обусловлено необходимостью, с одной стороны, иметь единую централизованную базу данных и клиентские приложения на рабочих станциях оперативного персонала, а с другой —подключения терминалов сбора данных обходчиков к рабочим станциям оперативного персонала для обмена данными в оперативном режиме”, — сказал г-н Муравьев.
Системой поддерживаются и такие возможности, как загрузка информации о плановом маршруте обхода в ТСД, выполнение обхода с заполнением электронного бланка осмотра, перенос результатов обходов с ТСД в базу данных системы, формирование регламентной и аналитической отчетности.
Отметим, что, по словам Анатолия Муравьева, вопросу подбора модели терминалов сбора данных и написанию прикладного ПО для них уделялось особое внимание. Поскольку основной и самой многочисленной категорией пользователей системы является оперативный персонал, то от того, насколько просто и удобно ему будет выполнять свои функции с использованием переносных устройств, во многом зависело решение заказчика о принятии системы. В качестве основных эргономических требований к терминалам выступали небольшие габариты и масса, удобство переноски, достаточно яркий экран, длительность времени автономной работы. После небольшого исследования модельного ряда, доступного на российском рынке, в качестве терминалов сбора данных были выбраны модели компаний Symbol (модель MC3090) и Datalogic (JET 5.0), с операционной системой Windows CE. Данные приборы в сочетании с термотрансферным принтером Z4MPlus, RFID-метками Texas Instruments в белом пластиковом корпусе, а также синтетическими этикетками Zebra Z-Ultimate 3000 составили единую ИТ-систему и полностью удовлетворяли требованиям заказчика в области эргономических показателей. К слову, пользовательский интерфейс терминалов оптимизирован с учетом небольших размеров экрана, отсутствия полноценной клавиатуры, а также специфических условий работы обходчиков. В результате приложение для ТСД получилось очень простым для использования без ущерба для функциональности. Так, для выполнения большинства операций требуется лишь нажимать стилусом на графические элементы управления, отображаемые на сенсорном экране.
Процесс реализации
Внедрение ИТ-системы на Балаковской атомной станции стартовало в ноябре 2007 г., и в настоящее время производится ее опытная эксплуатация на четвертом энергоблоке атомной станции. Система установлена в четырех цехах: тепловой автоматики и измерений, турбинном, реакторном и электрическом. Ее пользователями являются 160 специалистов всей производственной вертикали управления, от главного инженера и его заместителей до начальников цехов и оперативного персонала. На данный момент в ИТ-системе описано около 30 маршрутов, процесс описания продолжается. Ежедневно выполняются порядка 45 обходов по различным маршрутам.
В ближайших планах — распространение системы на остальные производственные подразделения и полное вытеснение унаследованного неавтоматизированного подхода к планированию, выполнению и учету результатов контрольных обходов оборудования. При этом масштабирование решения реализуется достаточно просто — в ИТ-систему может быть загружена информация о любых видах контролируемого оборудования, их параметрах и допустимых значениях. Причем для этого не требуется выполнять никаких доработок — ИТ-система может быть адаптирована к работе как с RFID-технологией, так и со штрихкодированием или с комбинацией того и другого способа, в ней нет привязки к определенным моделям терминалов сбора данных, что дает свободу при выборе наиболее подходящего для каждого конкретно случая вида оборудования.
Эффективность внедрения такой ИТ-системы, говорит г-н Муравьев, определить сложно. Речь может идти скорее о повышении качества и безопасности эксплуатации энергетического объекта. Во-первых, система позволяет ускорить оперативность предоставления информации руководителям, что, в свою очередь, приводит к возможности принятия правильных и своевременных решений, обеспечивающих безопасную эксплуатацию станции. Во-вторых, она повышает качество производимых осмотров оборудования, фиксируя присутствие обходчика в точке осмотра и помогает ему контролировать все параметры технологического оборудования.
Несмотря на реализацию всего запланированного функционала, у программного комплекса “Мониторинг состояния технологических объектов” есть несколько направлений развития. В частности, отмечает Сергей Крысанов, это предоставление более глубокой аналитической отчетности — к примеру, анализ исторической информации о результатах осмотра (диагностики) с целью выявления тенденций и динамики. Запланировано расширение возможностей системы за счет модуля навигации по маршруту, реализованному на терминале сбора данных, а также ее интеграция с модулем обслуживания и ремонтов оборудования корпоративной информационной системы (SAP R/3).
Решение, аналогичное внедренному на четвертом энергоблоке Балаковской атомной станции, может быть использовано для автоматизации работы других организаций, предприятий, производств. Дело в том, что в нем предусмотрен механизм интеграции, что позволяет связать его с широким спектром стороннего ПО, которое поставляет данные или импортирует сведения для построения специфических отчетов и другой аналитической работы. По мнению Сергея Крысанова, МСТО может быть востребована на таких сложных видах производств, использующих потенциально опасные технологии, как химические комбинаты, энергетические, энергогенерирующие, газо- и нефтедобывающие компании. Кроме того, система может быть использована для реализации функций операторского контроля за состоянием объектов нефтепромысла (например, скважин). Контролирующая же функция МСТО может быть полезна для сложных строительных конструкций — мостов, эстакад, путепроводов. Сканирование размещенных в контрольных точках радиометок, которые легко выдерживают тяжелые условия эксплуатации и могут находиться в неблагоприятных условиях внешней среды (дожди, морозы, жара), четко подтверждает факт контрольного визита специалиста.